Machine
Foundation
My first thought about the base of my CNC mill was vastly different from what I end up with. I thought the aluminum plates will be sufficient enough for a machine i need. A couple of weeks later I changed my mind and wanted use steel, because of stiffness and larger dimensional stability. And then I stumbled over CNCZone forum and found posts showing beautiful machines made of epoxy granite (E/G). Dilemma was solved.
Many usefull information bout E/G can be found German CNCEcke and of course on CNCZone. Truly involved and excited got Cameron, Walter, Igalla. Many other folks contributed as well. They were trying to come up with an optimum aggregate mix with help of various books and papers and also experiments. It is definitely very interesting reading. Unfortunately it is also not easy reading since the discussion goes over a few hundreds pages and needed information are therefore quite hard to gather.
Since I had no clue what E/G is, I started to write this text to keep track of information for myself. It is a mix of what I have been reading and found important. The main source was research and academic and technical papers, companies datasheets, and presentations found on internet. CNC forums helped as well. I didn't want to spent too much time and I so invested only about 14 evenings to gather this. When I felt that I'm ready to cast the base I stopped googling. More you read, more you recognize that you know truly nothing. And to my opinion, it is sometimes better to just do it and see if it works or not. At the end I'm truly pleased with the result. Hopefully this textwill help you as it helped me.
What is epoxy granite?
It is defined as a hot curing mixture of a reactable epoxy resin-hardener system (binder) and a graded aggregate (particles) system of granite filler (crushed, washed, and dried), which is poured into mold and then vibrated for a few minutes for compaction (horizontal shaker). The process is repeated till the mold is completely filled up. It is then cured for about 24 hours or more at room temperatures.Epoxy granite bases do not replace natural granite bases. Natural granite (or diabase) still reign as the most stable platforms for ultra-precision machine tool bases.Epoxy resins are preferred over polyester because of their better mechanical properties as well as better durability when subjected to harsh environmental factors, but higher cost is a deterrent in their wide spread acceptance.
What are the physical and mechanical properties of E/G ?
To start, I'll at first name the good properties:
- The number one material property of E/G is its damping which is superior to metal materials.
- Machine beds and machine bed components made of E/G have excellent mass/rigidity ratio.
- Dimensional stability thanks to high thermal inertia.
The primary requirement of granite epoxy composite for machine tool structural applications is compressive strength. Many of the desirable properties like durability, impermeability, abrasion resistance, Young’s modulus and resistance to creep are highly influenced by the magnitude of compressive strength of epoxy concrete. The E/G has significantly smaller module of elasticity than steel, about 30 - 45 GPa compared to 200 GPa. This is however not as big problem since the overall stiffness of the machine base can be increased with thicker walls which does not hurt since the density is about of aluminum, 2.3 kg/dm3 (i.e. 3x smaller than steel). The important characteristic of E/G is the material damping - the capacity to damp mechanical vibrations is probably most exciting property of granite-epoxy composites, superior to the cast iron one. With non-optimal mixture you can still get a structure which is 3x better damped than the same made of cast iron. If you mix better, you will get 5x or even more stronger damping. Obviously, to obtain good mechanical properties you need to get a right mixture.
The following table is an excerpt from the technical datasheet of SCHNEEBERGER. Note that based on this table, the larger the size of coarse particles the larger the Young's modulus but smaller the damping ratio.
| SCHQ10 | SCHQ30 | SCHQ40 | SCHQ50 | EPUMENT 145B | EPUMENT 140/8B | EPUMENT 140/5 | ||
| Component thickness typ. | [mm] | 80 | 60 | 40 | 20 | > 80 | > 50 | > 40 |
| Maximum grain size [mm] | [mm] | 16 | 12 | 8 | 4 | 16 | 8 | 6 |
| E- modulus | [kN/mm²] | 38-45 | 35-40 | 33 | 27-32 | 40-45 | 35-40 | 30-35 |
| Poissons ration | [unitless] | 0.2 | 0.2 | 0.2 | 0.2 | 0.3 | 0.29 | 0.28 |
| Density | [kg/dm³] | 2.3 | 2.3 | 2.2 | 2.2 | 2.4 | 2.3 | 2.3 |
| Tensile strength | [N/mm²] | 13 | 15 | 16 | 17 | |||
| Bending tensile strength | [N/mm²] | 30-35 | 30-35 | 35-45 | ||||
| Compressive strength | [N/mm²] | 110 | 110 | 110 | 110 | 130-150 | 130-150 | 140-160 |
| Coefficient of thermal expansion | x10e-6 [1/K] | 16 | 19 | 19 | 19 | 15 | 16 | 19.5 |
| Specific thermal capacity | [kJ/kg-K] | 0.9 | 0.9 | 0.9 | 0.9 | 0.73 | 0.8 | 0.8 |
| Thermal conductivity [W/mK] | [W/m-K] | 3 | 3 | 3 | 3 | 2.9 | 2.8 | 2.3 |
| Damping ration | [%] | 0.3 | 0.4 | 0.5 | 0.6 | 0.35 | 0.48 | 0.56 |
| Linear shrinkage typ. | [mm/m] | 0.3 | 0.3 | 0.3 | 0.3 | 0.3 | 0.29 | - |
Shortly about Aggregate
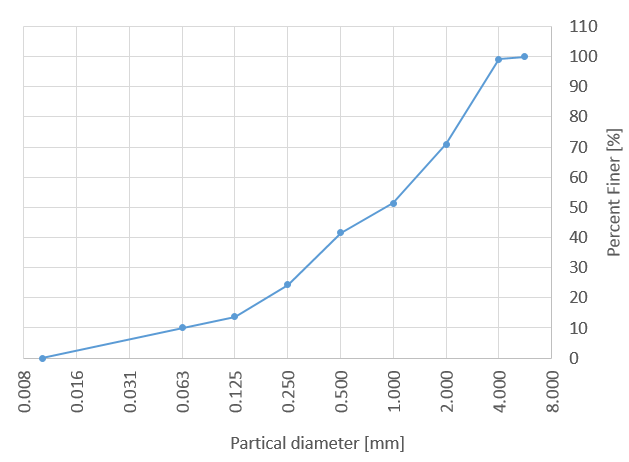
The aggregate is described by sieve analysis. Sieve analysis consists of shaking the soil sample through a set of sieves that have progressively smaller openings. The sieve with the largest opening is located on the top, the sieve with the smallest openings at the bottom. Material passing through the 5mm sieve is termed fine aggregate, while coarse aggregate is wholly retained on this sieve. The fine aggregate is often divided into three subsets – coarse, medium, and fine – which fall within specified and partly overlapping particle-size envelopes.
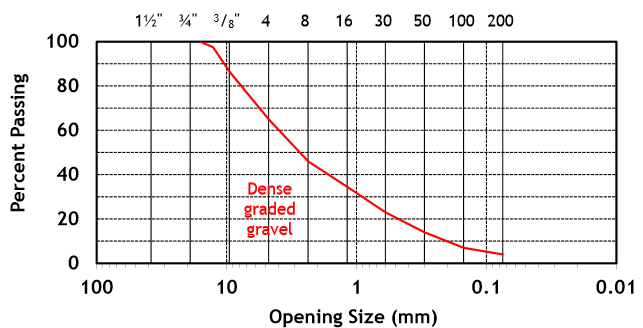
The results of sieve analysis are generally expressed in terms of the percentage of the total weight of soil that passed through different sieves this presented by semi-logarithmic plots known as particle-size distribution curves (grading curves). The particle diameters are plotted in log scale, and the corresponding percent finer in arithmetic scale. The standard grading curves were developed in such a way that each succeeding particle would have ½ the diameter of preceding particle (notice X axis in the chart).

The gradation are of different art and they have a profound effect on material performance. Here are some examples:
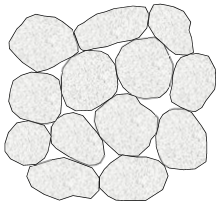
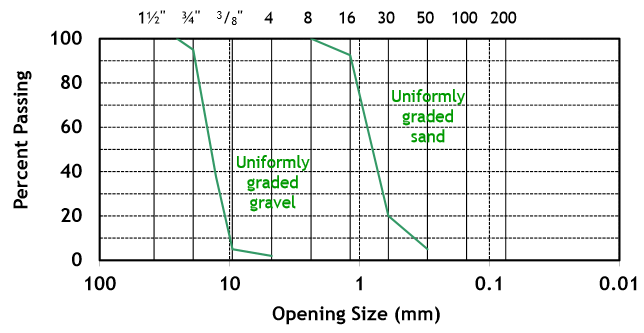
Uniformly -Graded Aggregate
Refers to a gradation that contains most of the particles in a very narrow size range. In essence, all the particles are the same size. The curve is steep and only occupies the narrow size range specified.
- Narrow range of sizes
- Grain-to-grain contact
- High void content
- Low stability
- Difficult to compact
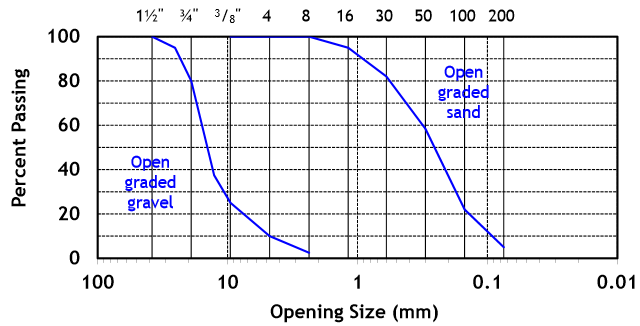
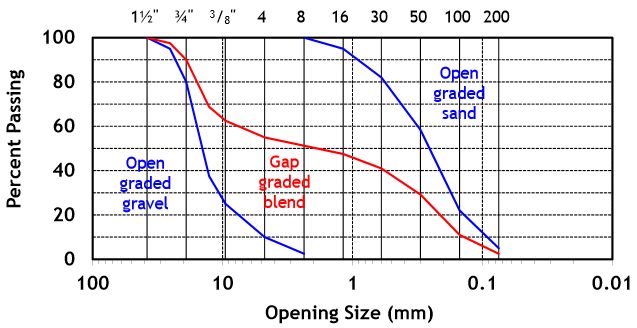
Open-Graded Aggregate
Open-graded mixes are also known as no-fines or harshly-graded mixes. Refers to a gradation that contains only a small percentage of aggregate particles in the small range. This results in more air voids because there are not enough small particles to fill in the voids between the larger particles. The curve is near vertical in the mid-size range, and flat and near-zero in the small-size range.
- Few fine particles
- Grain-to-grain contact
- High void content
- High stability
- Difficult to compact
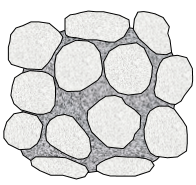
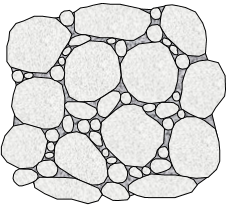
Gap-Graded Aggregate
Gap-graded aggregate mixes, also known as skip-graded, refer to a gradation that contains only a small percentage of aggregate particles in the mid-size range. The curve is flat in the mid-size range. Some PCC mix designs use gap graded aggregate to provide a more economical mix since less sand can be used for a given workability.
- Missing middle sizes
- No grain-to-grain contact
- Moderate void content
- Low stability
- Easy to compact
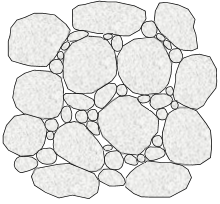
Dens-Graded Aggregate
Dense-graded aggregate mixes are also called well-graded or continuously-graded. These types of mixes are characterized by an even distribution of particle sizes, such that finer grains can fill the voids between larger ones.
- Wide range of sizes
- Grain-to-grain contact
- Low void content
- High stability
- Difficult to compact
Particle Shape
Particle shape is important in controlling the ability of the aggregate to compact and affects the adhesion of the binder to the aggregate surface. Shapes are described as
- rounded
- irregular
- angular
- flaky
- or elongate.
The shape is assessed by measuring the longest, shortest, and intermediate axial diameters of the fragments. In the ideal equidimensional fragment, the three diameters are the same. Particles with ratios of the shortest to the intermediate and the intermediate to the longest diameters of above about 0.6 are normally regarded as equidimensional. For many purposes, it is important that the aggregate particles have equant shape: their maximum and minimum dimensions must be very similar. Spherical and equant particles of a given uniform size placed together have the lowest space between the particles. Highly angular particles and flaky particles with high aspect ratios of the same grading can have much more space between the particles. The shape of the particles can significantly affect the properties and composition of a mixture.The overall space is also determined by the grading curve. Sometimes highly flaky particles such as slate can be used in a mixture if they are accompanied by suitably graded and highly spherical particles.
What is the optimalaggregate for E/G?
The grading of aggregates in the case of E/G is non-standardized and varies widely from system to system. In general, the best gradation is one that produces the maximum density.
The aggregate should be made of various sizes of sand and it should content also silica flour with an aim to fill the micro voids. According to the filling effect of concrete structure, coarse aggregates built the skeleton and fine aggregates fill into the voids between coarse aggregates. The bigger particles selected in higher proportion gives strength to the structure. A low percentage of granulation of coarse aggregates of basalt and resin gives the lower values of compressive strength. On the other side, when its percentage increases beyond certain limit the values of compressive strength again starts decreasing. Experiment shown that, higher than 50% coarse content in the mix leads to reduction in compressive strength of epoxy basalt because resin and fine aggregates are unable to fill voids between coarse aggregates completely.
From research studies it seems that use of gap graded aggregate results in least-void content, better than use of Fuller curve. However it was also found that the mix made with aggregate grading according to Fuller’s curve had the highest strength. Note that the studies were done for polymer concreate and not for E/G. Another study for least-void content showed that that best performing aggregates followed a linear trend fairly similar to what one would obtain from the theoretical grading of Fuller, Weymouth, or Ehrenberg, but the actual proportions of fine fractions were somewhat lower than those obtained from such hypotheses. An empirical equation fitted for this trend which can be used to determine the proportions of coarse and fine aggregates of least-void contents is:
Y = 7.57X + 27.22
Where Y = fine aggregate
X = fineness module
e.g. when 20 mm maximum size of aggregate is used, aggregate passing 10mm sieve (and smaller) is considered as fine aggregate. This fine aggregate is named as “aggregate fraction finer than largest size fraction”
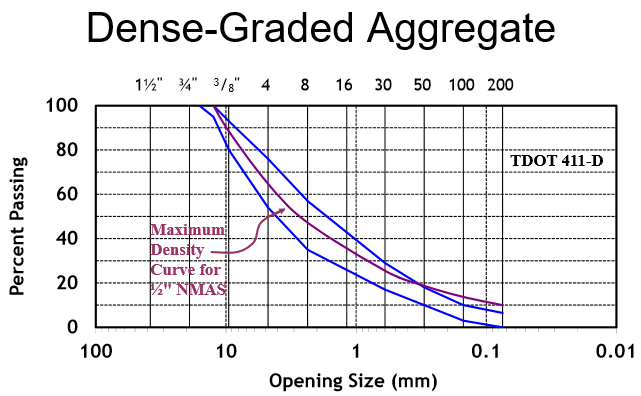
Maximum Density Model
The preceding text yields to the conclusion that the aggregate for E/G should follow the dense-graded model or gap-graded model. The dense-graded model comes from the work of W. B. Fuller and S. E. Thompson (The laws of proportioning concrete, transactions of the ASCE, v. 159, 1907). The formula is:
pi = (di / D)^0.5
where,
pi = percent passing i-th sieve
di = opening size of i-th sieve
D = maximum particle size
The formula was modified (1962 FHWA) with a slightly different exponent:
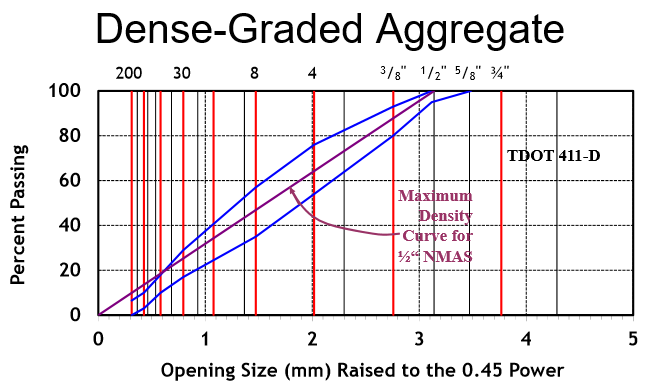
pi = (di / D)^n with n = 0.45
Studies showed that aggregate particles were closely stacked when the exponent was in the range of 0.33–0.50. The graph for this type of gradation is slightly different than other gradation graphs because it uses the sieve size raised to the n-th power as the x-axis units. Thus, n = 0.45 appears as a straight diagonal line.
I decided to make the machine base with the dense-graded aggregate with n = 0.45 and not gap-graded. Why? There is any particular reason. I think both models are good enough for my purposes and the correct selection it is not as critical. It would be definitely interesting to perform some experiments and compare both model, but it would need some time and resources, which I do not have.
Epoxy for Natural Stone
Epoxiesstand out for their very good adhesion to a wide variety of materials, chemical resistance, dimensional stability (including small shrinkage when curing), excellent heat resistance (especially compared to thermoplastics) and hardness.
Resin and Hardener
Epoxy, also known as A-B, consists of two parts. Part A is a resin and part B is a hardener. The ratios can vary from 1:1 to as much as 5:1. A-B parts need to be mixed as accurately as possible and with great care. If the ratio is off, one of the ingredients will not be used completely during curing and the end result will be weaker than when the ratio is correct. On greater deviations (> ±2%) the mixture may fail to cure! Adding more hardener than specified does not result in faster curing, but poor properties. Likewise the processing time cannot be extended when less hardener is added.
The mixing time should not be less than sixty seconds. The constituents can be processed more thoroughly with a sharp-edged mixing spatula. The edge and base of the receptacle must be given the greatest attention. A homogeneous mixture is assured when a wooden mixing spatula is used repeatedly to remove residue on the edges and base.
Air bubbles may be introduced during mixing resulting in the reduce epoxy’s strength in a bond and as a moisture barrier. In addition, air bubbles show through clear coating applications. Therefore avoid high-speed power mixers for mixing resin with hardener. Use 200 to 300 RPM and mix until homogeneous. Ensure the mixing head is below the grout surface to prevent air entering the mixture. Thorough, careful, and complete stirring of the mixture is extremely important!
Mechanical Properties
When mixed properly and used for example for the lamination of granite to granite the epoxy will actually dry stronger than the granite! It is so strong that if you glue granite to granite and allow it to cure then break the granite the epoxy will not break, but the stone will break on one or both sides of the glue joint.
Typical mechanical properties of epoxy resins:
E-Module: ~3 GPa
Compressive Strength: ~100 MPa
Bending Strength: ~100 MPa
Tensile Strength: ~50 MPa
Coefficient of thermal expansion: 60 - 80 x10e-6 1/°C
Important parameter is mixing viscosity which describes the internal friction of a fluid. The degree of friction is observed when a force is applied to the fluid. The more friction detected, the more force required to move the material or to "shear" it. Shearing occurs when the fluid is moved. A low viscosity product like water requires less force to flow than a high viscosity material, like honey. Mathematically:
viscosity = shear stress / shear rate. Unit for viscosity is mPa*s (milipascal seconds) or Centipoise (Cp)
1 mPa*s = 1 Cp
Epoxy for natural stone comes in different viscosities. The three viscosities used in the stone industry are:
- flowing - consistency of syrup
- knife-grade - which is the consistency of warm peanut butter (e.g. chip repair, the glue will pretty much stay where it is put)
- penetrating or infiltrating - which is the consistency of water (e.g. used for filling cracks in the stone)
The epoxy resin must be easily mixed with aggregate and for this reason the resin with flowing viscosity (intended for lamination) is necessary.
Pot life is a metric used to define the length of time that a material can be handled before its viscosity changes substantially. The reaction itself gives off heat which, in turn, increases the rate of reaction. This process causes the viscosity to increase in an exponential manner. Generally, pot life is defined as the amount of time it takes for the initial viscosity to double (100% change).
The pot life is determined with hardener. For the mineral casting select the hardener with longer pot life for two reasons. The first is obvious. You have more time for casting. The second reason is, that epoxy gives off heat during curing (crosslinking). Thick cross sections will cure at a different rate from exterior surfaces with the attendant problem of locked-in stresses. A slow curing mix allows the temperatures to be as uniform as practical.
Curing Time is time for which epoxy changes from a liquid state, through a gel state, to a solid state.
When epoxy is in a liquid state it can be worked and this time is called as a working time. Working time is defined by the resin supplier to advise the customer how much time they have to work with the material before it reaches such a high state of viscosity that it cannot be properly worked with to produce an acceptable part.
The gel time is reached as soon as the epoxy become so highly viscous that it can no longer be considered workable or able to be handled. The gel time is the time when the polymer formation is in its early stages of cross-linking to the point that if the polymer gel state is disturbed then the final polymer will have properties that are not well established. If the curing adhesive is moved or manipulated after it has gelled, then the adhesive will never have adequate bonding strength or adhesion.
After mixture reached solid state, the epoxy has reached about 90% of its ultimate strength.
Exotherm reaction
The chemical reaction between resin and hardener as epoxy cures will generate exothermic reaction that releases heat. When this heat cannot escape, it builds up, causing the epoxy to cure faster because epoxy cures faster at higher temperatures. Curing faster because of the heat, the epoxy generates even more heat, even faster. This uncontrolled heat build-up is called uncontrolled exotherm. Larger mixed volumes will have a greater tendency to have uncontrolled exotherms.
While some epoxies will cure at room temperature, many will require an elevated temperature to initiate the chemical curing reaction. Insufficient heat during cure will result in a network with incomplete polymerisation, and thus reduced mechanical, chemical and heat resistance. There are two issues concerning epoxy exotherm taking place in the granite mix. The first is that the granite mix contents very low % epoxy level (~ 10%). The second is that the aggregate filler increases dramatically the thermal conductivity comparing to a pure resin sample and therefore reducing the heat build-up. Both effects minimizes the reaction and thus the cure speed does not accelerate.
For these reasons it is essential to choose a hardener whose pot life is long and cures at the first stage at room temperature. In a opposite case, epoxy might not exotherm as all the heat is absorbed by the sand which results in a slow cross-linking with insufficient cross-link density. Consequently, properties such as Tg, hardness, modulus, electrical conductivity, thermal conductivity, strength and degradation temperature will be poor.
TG - Glass Transition
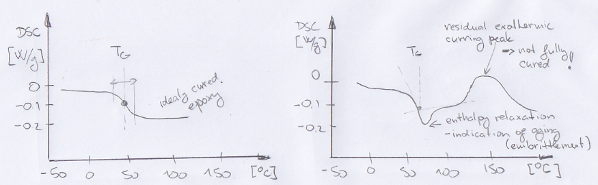
TG is the temperature range where the polymer transitions from a hard, glassy material to a soft, rubbery material. The final cured epoxy material does not melt when heated (unlike thermoplastic materials), but undergoes a slight softening at elevated temperatures. It becomes more pliable or rubbery. In glass transition range the mobility of the polymer chains increase significantly. The Tg is determined besides the type of resin and type of hardener also very strongly by the degree of cure.
Low temperature cures such as room temperature will result in the lowest possible Tg (typically 60°C). Very high Tg values are not achievable by room temperature curing. If the same material is cured at an elevated temperature, a higher Tg will result. As an example an adhesive could have a Tg between 60°C and 110°C, based on the cure schedule. This is why it is important to maintaining tight temperature control in any production setting. As a general rule, a Tg cannot be significantly higher than the highest temperature seen during curing and it will be likely in the range of 20 - 30°C above the cure temperature. The cure temperature should typically attain the glass transition temperature of the fully cured network in order to achieve maximum properties. Epoxy with higher Tg have better heat resistance and consequently deliver the better mechanical properties at elevated temperature. Importantly, coefficient of thermal expansion won't rise if the temperature is below Tg.
Tg can be measured with the differential scanning calorimetry technique. It scans the amount of absorbed or released heat by a sample when its heated or cooled. Glass transitions appear as a step in the baseline of the recorded DSC signal - sample undergoes a physical transformation such as phase transition. If the signal includes a peak an exothermic reaction still exists and thus curing has not finished yet. For more info see this and Epotek's Tech Tip #23.
What to buy?
From that what has been said above, the one should search the resin and hardener having the following properties:
- Slower hardener with a longer pot life in order to obtain the dense cross-linked structure.
- Mix of resin and hardener has a low viscosity ( < 600 mPa*s)
- Hardener which after initial cure at room temperature should be further post-cured at elevated temperatures in order to increase mechanical properties and to increase Tg (> 60°C)
- Preferably an epoxy with higher static and dynamic strength
- Thermal expansion coefficient similar to carbon steel
The table below shows some suitable combinations of epoxy resins and hardeners. Note that 105 epoxy resin with 209 hardener was successfully used by people on cnc zone.
How much to buy? Typically, dry, non-compacted beach sand has the density value of 1.6g/cm³ (1600 kg/m³). My mix has accoding to datasheet 2.03g/cm³. Consider buying amount of epoxy about 10(min) to 15% of that. My CNC mill machine are composed of two blocks with a volume of about 23 liters (15 dm³+ 8 dm³), i.e. 2030x0.023 ~= 50 kg. Conservatively considering 75% / 15% mix (aggregate/epoxy), I need 50x0.15 = 7.5 kg epoxy. Taking Resin L + Hardener GL2 with ratio 100:30 I'm buying 7.5x100/130 = 5.77 kg resin and 3.45x30/130 = 1.7 kg hardener.
Very good information about epoxy are fond on EPOTEK's websites. E.g. check this link on properties of epoxy adhesives.
| Resin L + Hardener GL 2 | Resin L or L20 + Hardener EPH 161 | 105 Epoxy Resin + 209 Extra Slow Hardener | Ebalta AH120 + Hardener TL | |
| color | transparent | light yellow | ? | ? |
| mixing ration (by weight) | 100 : 30 | 100 : 25 | 3.68 : 1 | 100 : 25 |
| pot life [min] 100g at 20°C | 210 | 90 | 180 | 80 |
| viscosity [mPa*s] | 250 | 560 | 650 | 800 |
| min. curring temperature [°C] | 15 | 18 | 21 | |
| Tg [°C] | > 85 (70°C/15 h) | 60 (80°C/15 h) 70 (90°C/15 h) |
50 | 6h to 8h / 50 - 60 °C 3h to 5h / 80 - 90 °C |
| Tensile strength [MPa] | > 55 (74) | 70 | 50 | |
| Modulus | > 2700 (3057) | 3600 | 2750 | 3300 |
| Bending strength [MPa] | > 100 (120) | 130 | 86 | 125 |
| Compressive strength [MPa] | 125 | 82 | 107 | |
| Elongation to break [%] | 2.5 | 9.5 | 3.6 | 6.4 |
| Coeff. Of thermal expansion [x10^-6 1/°C] | not specified (resins typicaly 30) | |||
What is the best mixture?
Ideal, it should be the one which yield in the most dens structure, where voids between larger particles are filled by smaller particles as much as possible. This under condition of minimum possible use of the epoxy resin which keeps the material together. According to a compressible packing model the maximum achievable aggregate percentage is about 92%. The model assumes vibratory compaction.
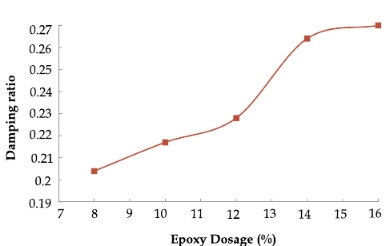
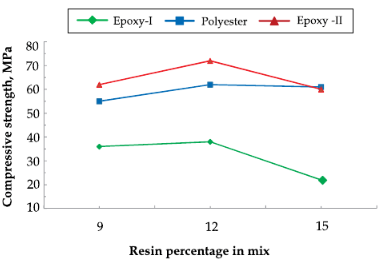
The conclusions of studies little differs in an exact percentage of resin, but it seems that the optimal mechanical properties are achieved for the content of resin between 12% and 16% of resin (by weight). E.g. amount of epoxy 8% by volume has been shown to yield as close to natural stone as possible. Tests showed that E/G specimen with 12.5% resin content (percentage by weight) has excellent strength compared to other specimens containing different resin percentages. Both flexural and compressive strength attain the maximum value between 14 and 16% resin content by weight. Highest damping is reported for a polymer concrete mix containing 16% epoxy resin, 5% glass fibers of 20 mm length and granite mix having a high proportion of fine aggregate.
Studies have reported the addition of glass fibres in the range of 0 to 6% by weight improves the post peak behavior of polymer concrete. The strength and toughness of polymer concrete also increases. 4% of glass fiber content can enhanced the compressive strength as much as 30%
Higher aggregate volume (less voids) results in improvements in strength, stiffness, creep, drying shrinkage, and permeability. On the other side, there is disadvantage of very dense aggregate and that is workability. Grading for best workability is typically finer than for maximum packing. If the aggregate mix is fine, it may require up to 20% binder because of the large surface area.
Degassing and Packing
Small (micron sized) aggregate make the wetting of the mixture with epoxy more difficult. Bonding and wetting agents will reduce these problems.
There are mathematical models telling particle of this size in this amount and this size in this amount should lead to more dense structure.damping ratio = actual / critical (larger -> better)
Die Größe und Zusammensetzung der Füllstoffe und die herzustellenden Formen beeinflussen sich gegenseitig. Je größer der Bindemittelanteil, desto flüssiger wird der Mineralguss und desto besser lässt sich dieser vergießen. Gegenläufig dazu sinken die mechanischen Eigenschaften des Mineralgusses mit steigendem Bindemittelanteil. Um eine gute Kompaktierung und Homogenität des Materials zu erreichen, müssen die kleinsten Wandstärken ein Mehrfaches der maximalen Füllstoffkorngröße betragen.Bindemittel, auch Matrix genannt, besteht aus Harz und Härter und bildet von unter 10 bis zu 20 % des Volumens. Die meistbenutzten Harze sind Epoxide. Gegenüber Metacrylatharzen und ungesättigten Polyesterharzen weisen sie geringere Volumenschwindung und längere Topfzeit auf. Das Bindemittel dient auch als Schmiermittel während der Verarbeitung. Zwischen Füllstoff und Bindemittel darf keine chemische Reaktion stattfinden. Gussteile aus Epoxidharzen sind nicht geeignet für längere Betriebstemperaturen über 100 °C.
Matrice bývá dvou komponentní a skládá se z pryskyřice a tvrdidla. Nejčastěji používaná pryskyřice je epoxid. Epoxidová pryskyřice se oproti metacrylátové a nenasycené polyesterové pryskyřici vyznačuje menším objemovým smrštěním a delší dobou zpracovatelnosti. Materiály s těmito pryskyřičnými matricemi nejsou vhodné do provozů s teplotou vyšší než cca 80 °C.
https://www.schneeberger.com/de/produkt/mineralguss/#propertiesIm
Gegensatz zum Bauwesen richtet sich die Dimensionierung anwendungsbedingt nicht nach der Festigkeit, sondern nach der Steifigkeit: Das Material wird weit unterhalb der Festigkeitsgrenze beansprucht. Da Festigkeit und Steifigkeit zu einem gewissen Grad korrelieren, verläuft die Materialoptimierung trotzdem ähnlich. Den größten Einfluss auf die Materialeigenschaften haben die Packungsdichte und die mechanischen Eigenschaften der Füllstoffe. Analog zu zementgebundenem Beton werden Kiesmischungen nach Sieblinien von Fuller und Thompson oder deren Weiterentwicklungen erstellt. Ziel dabei ist eine hohe Packungsdichte mit möglichst großen Körnern.Der Epoxidanteil hängt direkt von der Packungsdichte ab. Der verbleibende Luftanteil beträgt wenige Volumenprozent und wird durch Vibration im Prozess reduziert. Bei der Materialoptimierung müssen auch die Verarbeitungseigenschaften beachtet werden. Die Gebrauchseigenschaften können bei mangelhafter Verarbeitung erheblich schlechter ausfallen.Holzformen werden für Prototypen, in der Konstruktionsoptimierungsphase und für kleine Stückzahlen eingesetzt. Da Holz Feuchtigkeit aufnimmt und abgibt, resultieren Form- und Maßänderungen. Holzformen weisen eine relativ geringe Steifigkeit und hohen Verschleiß auf. Für Kleinserien werden deshalb auch Holzformen auf Stahl- oder Aluminiumplatten aufgebaut, um die Steifigkeit und Formgenauigkeit zu verbessern.http://www.cnczone.com/forums/epoxy-granite/30155-epoxy-granite-machine-bases-polymer-concrete-frame-263.html
The strength and stiffness characteristics of E/G are governed primarily by the aggregate to epoxy ratio. For the very strongest material, this must be as high as possible while still maintaining enough epoxy to keep the the material together. The strength of the aggregate, the strength of the aggregate epoxy bond are also critical along with getting the air out etc that don't get accounted for in the theory.In general, the optimal mix can be made by mixing various sizes of sand to follow a simple equal percentage logarithmic grading curve. As wide a range of sizes as possible helps keep the packing density high. Small (micron sized) aggregate make the wetting of the mixture with epoxy more difficult. Bonding and wetting agents will reduce these problems. Air bubbles must be avoided too, especially ones involving air surrounding each aggregate particle. Deairing agents and vaccum mixing and degassing are the solutions to the air problem. Finally, the entire mixture has to be compacted. Vibration and 1 psi of pressure are considered the technique for maximum compaction by De Larrard's book on mixture proportioning. More compaction might be available with hydraulic or pneumatic cylinder based systems reasonably available in the home shop. Finally, according to the model, nano-additives such as silica fume, carbon black or Nanoresins nanopox or BYK nanobyk can get between the 88% packing density of the mixed sands we've been studying and 92% without resorting to unreasonable compaction techniques. Furthermore, nano-additives have the additional nice property of pinning dislocations in the epoxy lattice causing a nonlinear increase in modulus and strength. In short, very complicated means have been used to show that epoxy granite reduces to: Pick strong aggregate, follow the logarithmic grading curve, compact with vibration and pressure, and get the air out. These goals can be assisted by bonding agents, deairing agents, surfactants, and vacuum. If you care about the ultimate strength of the material, these steps are all important. If you just want to fill a weldment, anything will work. Regards all,
30% basaltsplitt 2-4 mm
30% fugensand, 0-2 mm
30% quartzsand 0.1-0.4 mm
8% Epoxyharz L and harter L from R&G (Germany)
https://www.schneeberger.com/de/produkt/mineralguss/#corecompetencesHeatly Care:Workers who fabricate and install quartz surfacing are at risk for overexposure to silica released during sizing, cutting, grinding and polishing. Prolonged inhalation of dust from silica-containing materials can lead to silicosis (scarring of the lungs). In addition to silicosis, scientific evidence indicates that occupational exposure to crystalline silica puts workers at increased risk for other serious health conditions: chronic obstructive lung disease, lung cancer, kidney and connective tissue disease, and tuberculosis. The focus of this blog is on silicosis, which has occurred in multiple workers in this industry.Prepare the mold.Vibrator is good. 8% epoxy is way stiffer than concrete and needs to be hit with the right vibration to get it to sag. 70 Hz is supposedly good frequency range (is that true and why?). I've seen a youtube where the guy took simple hammer and small piece of wood.Aggregates should be of different sizes. The recommendation is:30%
Some companies use only quartz, while others use a combination of the three main granite constituants - It has been my experience that there are really three things that you MUST look for in an epoxy granite manufacturer:
1. Mold making expertise (pre-production and production) - some molds start out as wood for pre-production, yielding perhaps 5-10 machine bases - then migrating into aluminum
2. Vibration Table - as the mold is poured and begins curing, it must be vibrated to insure aggregate contact, complete filling of the voids with epoxy and no air pockets - for some large machine base molds, the vibration table must be quite large to accomodate the mass
3. Metrology and fixturing - because epoxy granite yeilds itself to "casting in" features such as threaded inserts, mouting plates, drainage piping, electrical chaseways, etc., the company producing the base must exhibit the ability to place and insure placement of all of these features
inserts: https://www.anchorinserts.co.uk/
http://www.ce.memphis.edu/3137/Powerpoint%20Handouts/2%20-%20Aggregate%20Gradation%20and%20Sampling.pdf
JUST DO IT !!!
That's about all I found essential about making E/G. I knew I need the dens-graded aggregate with the modified Fuller's distribution, i.e. with exponent of about 0.45 and with the maximum particle size of about 8 mm. Epoxy resin and hardener. Vacuum pump and shaker.
Aggregate
After a short googling I found a company EUROQARZ producing quartz aggregates. These mixtures are finished filler mixtures from different granulations (SILIGRAN®) and silica flour (SILVERBOND®).
- SILIGRAN is natural silica sand or quartz gravel, which is multi washed, dried and sieved into different gradings between 0.063 - 16 mm.
- SILVERBOND - the raw material of silica flour is washed silica sand. Only flint stones are used as grading stones.
There are just a couple of pre-mixed aggregates on the website and so selection was truly easy. I picked Silimix 282, liquid-compact mortar, with granulation range 0 - 4.0 mm. This can be considered as a mix of fine particles and so I wanted to add some amount of coarse ones. Then I picked two other SILIGRAN granulations, the first with particles between 3 - 6 and the second with particles between 5- 8. EUROQARZ provides datasheets showing grading tables and plots. I put the data of Silimix 282 into excel sheet and made a log plot to see what type of grading I'm dealing with. No surprise. It is the dens grade with exponent 0.45. This was good start. Ok now I needed to check grading of other two and add them to Silimix 282 in a such ratio that the grading stays dens. This is presented on the next figures. I end up with the mix shown in Table xx.
The price for 25kg sackof Silimix 282 is EUR 22.8,-.
Schüttdichte 2.03 g/cm3Kornrohdichte 2.65 g/cm3
Fiber Reinforcement
Glasfaserschnitzel
http://www.ebay.de/itm/250g-Glasfaserschnitzel-HP-GS3-geschnittene-E-Glasfaser-Silane-3mm-Epoxid-/390773101089?hash=item5afbe45221
Epoxy
here
Microfillers
particles <80um
Calcium Carbonate, Fly ash, silica fume
Studies have shown that small size of spherical particles also contributes to a better packing of the aggregate materials which reduces porosity and hinders the penetration of aggressive agents, thus considerably improving the chemical resistance of polymer concrete
Pigment
http://www.ebay.de/itm/1000g-deckende-Farbpigmente-rebenschwarz-HP-FD-1000-RS-EP-UP-Harzsysteme-/120973975537?hash=item1c2a9c5ff1
Degassing
As mentioned earlier, the mix of epoxy and aggregate should be free of air. Air entrapment expands during epoxy exotherm leaving voids which in turns lead to a decrease of strength. Vibrating should partly release some air from the epoxy but is not in any case sufficient. The best results for epoxy degassing is achieved with vacuum pump.
Very nice article about vacuum is here. Shortly, Giovanni Baliani found that siphon which led over a hill about twenty-one meters high, failed to work. Galileo Galilei suggested that this is due to vacuum which have some sort of power to hold the water up. Evangelista Torricelli did not believe in such hypothesis, rather he reasoned, it was the result of the pressure exerted on the liquid by the surrounding air. In the experiment he found that atmospheric pressure would support a column of mercury about 30 inches high in a glass tube with one end closed. Torricelli's experiment is sketched in figure below. Note, that the open volume in the top of the glass tube was the subject of much discussion at the time, because no one knew if there was anything in that “Torricellian void" as it became known.
The atmospheric pressure is then:

where L is the column height of mercury (= 760 mm), rho is density of mercury (13534 kg/m^3), and g is gravitational constant (= 9.81 m*s^-2). The equation yields to a pressure of about 0.1 MPa.
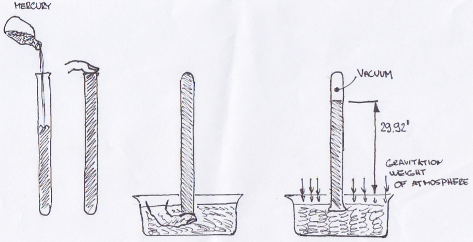
Now consider (but don't do it), you open the top of the glass tube. The column of mercury collapses and mercury falls down to the container. Try to suck the mercury with mouth. If your sucking capacity is sufficient to lift mercury back to 29.92 inch, I congratulate, you created vacuum! You are sucker who can inhale all air from the tube inside your lungs and thus resist the atmospheric pressure.
The almost same result can be achieved with vacuum pumps. The pump sucks the air out and decreases the pressure, allowing mercury to rise. Two measurements can be made. The first would be pressure relative to atmospheric pressure, i.e. gauge pressure, such as the mercury column (a small decrease of pressure results in an increase of mercury column). The second would be absolute pressure, i.e. difference between target 29.92 inch minus reached height. Similarly, you can find vacuum meters with different readings. The first type is gauge meter showing relative pressure, the second type meter shows the absolute pressure. A conversion between both readings is shown in the table below.
| Meter Vacuum Gauge | Absolute Meter | ||||||
| % vacuum | - mbar | - psi | - kPa | - "Hg | Torr | mbar | kPa |
| 0 | 0 | 0 | 0 | 0 | 760 | 1013 | 101.3 |
| 25% | -253.3 | -3.8 | -25.3 | 7.5 | 570 | 759.8 | 76.0 |
| 50% | -506.5 | -7.4 | -50.7 | 15 | 380 | 506.5 | 50.8 |
| 75% | -759.8 | -11 | -77 | 22.4 | 190 | 253.3 | 25.3 |
| 90% | -911.7 | -13.2 | -91.2 | 26.9 | 76 | 101.3 | 10.1 |
| 95% | -959.7 | -13.9 | -96.0 | 28.4 | 40 | 53.3 | 5.3 |
| 99% | -1003 | -14.5 | -100.3 | 29.6 | 7.6 | 10.1 | 1 |
| 100% | -1013 | -14.7 | -101.3 | 29.9 | 0 | 0 | 0 |
To vacuum air from epoxy, the pump should pull at least 28 inch Hg, i.e. creating 95% vacuum. If this value is not reach then entrapped air won't be 100% released. The vacuum chamber should have a sufficient space to allow for expansion of the epoxy to be degassed. During air evacuation, the air bubbles expands and rise to the surface where they burst. The bubbles can expand to about two to six times its original volume before expansion decreases. If your chamber is not large enough and the bubbles rise so that they could touch the chamber, release partly vacuum to allow bubbles to collapse and repeat air evacuation. Remember, you can greatly reduce amount of entrapped air by slow mixing.
I have not done any thorough investigation on vacuum pumps. I was happy with ones offered on eBay. I took two parameters into consideration: target vacuum and air flow (Cubic Feet per Minute, CFM). The pump claiming 5 Pa and 8 CFM at price EUR 100,- seemed more than good so I bought it. Surely, the pump is a Chinese product and these parameters are probably not entirely true but I tried it and it worked.
< PHOTO of the PUMP >
Shaker
At first I saw this as the most difficult part. After some deep thinking I woke up and recalled that my dad has a construction company with a couple of vibration plates. After a short googling I found that they truly vibrate with frequency of about 70 Hz. What a nice discovery.
"Lessons learned are vibrate more if you can and use enough/proper mold release"
Form:
"melamine board with coupling nuts and bolts"
WAX
- Epoxy is an extreme glue which seems to penetrate anything. That mold has to be waxed 4 or 5 times following the manufactures directions to the T. If you could imagine violently shaking a bunch of sand and rocks on a mold surface whats going to happen? It is called the sandpaper syndrome. the abrasion is going to take the mold release off and probably scratch the mold surface. Solution: Thoroughly wax and apply a gellcoat first.
Good link.
http://www.cnczone.com/forums/epoxy-granite/38800-index-quot-epoxy-granite-machine-bases-quot.html